|
��������
2009�N4��12�� ���A�����Ɋւ��鎖���͂�����ɋL�ڂ��鎖�ɂ��܂����B
�@2009�N7��19�� ��1�����Ԃ��H=P�X�V�ł��B�u���O�͎��X�����̂ł���…�B
�g�b�v�y�[�W�ɂ��L�ڒv���܂������A��{���n�L�O�قł̃V���o�[�X�g���b�v�A�D�]�Œlj��[�i���\���葁������܂����B
 �@ �@
 �@ �@
�@�Ԏ��o��̒ቿ�i�̔��Ȃ̂ŁA����ē�����O�ƌ��������Ƃ���Ȃ̂ł����A���̕s���̍Œ���1��������20�������Ƃ����̂͂�͂��{���n�L�O�قƂ����ꏊ���ł��傤�B��{���n�`���n�܂邵�A���ꂩ�炪�{�Ԃł��B�ł��A���̏��i�A�{���ɐԎ��Ȃ̂ł��B�����̒����K�͂ł́A1�x��40�`50�𒒑�����̂����x�B�����R�X�g�����Ȃ�̊z�ɂȂ�܂��B��2500�~�ȏ�t���Ȃ��Ɣ���Δ���قǐԎ��B�E���H���������āA���p�ҍH���Ōv�Z���Ă��A���肬��B�Œ��ۏ̎��Ə��Ƃ��ẮA���Y�R�X�g���X�ɉ����Ȃ��Əo�����ʂł��B�����̑��̏��i���i�́A��3000�~���ψȏ�B�≿�i�̕ϓ����z��������ɂ͂���ł������Ȑݒ�B����ł��Ȃ����̋��z�Ŕ̔����邩�H����͂�͂莖�Ə��̒m���x���グ�鎖�ƁA�n�����c�Ƃ̋���������B�L����ƍl����ΐԎ����x�͋C�ɂ��Ȃ��I�ŋ߁A�悤�₭��p�ȗ��p�E���������A�E�Ǝw�������풓�ł���悤�ɂȂ�A��ƃR�X�g�͋C���������肻���ł����A�����R�X�g�͋⑊��ƒ����p�p�⌤���ނ̏���ő����B�X�Ȃ�R�X�g�팸���������˂Ȃ�܂���B20�͊������A�lj��ōX��20�[�i�B�ċx�݂��l���A�ʓr40���펞�ɂƂ��Ď����ɂ��܂����B
�@�����A���ꂾ���ł͐����R�X�g��₦�܂���A���̃T�C�g�ł͗��n����݂ł�荋�Ȃ��̂𐔎�ށA�������܂��B�̔��P���͍Œ၏3000�~�ȏ�B���ꂪ�D���ɏo��A�l������܂��Ȃ��܂��B
�@���݁A���l�����삵����{���n�L�O�ٗp�p�\�R���\�t�g�i��3800�j�̕�������Ă���Ƃ�����(..;)�A�{���̎��Y�i�ł͂Ȃ�PC�\�t�g�̕����D���Ƃ����̂�����Ȃ��̂ł����A���̍۔����Ή��ł�����Ƃ����킯�ŁA��i���p�\�R���\�t�g������܂���A���p�ҍH�����͂����o���Ȃ��ẮI�\�t�g�̔��͊��S�I�����C���_�E�����[�h�̔��Ɍ��肵�Ă���̂ŁA�l����͎��̐����Ɖ��ǔ�A�ʔ̒S�����p�E���̍H���A�ʔ̃T�C�g�̈ێ�����ōς݂܂��B�\�t�g����������Ă����ɂ�1�~�������Ă��܂���…�B
�@������ɂ���A���Y��̔����L�тĂ������Ƃ͂悢���ƁI�܂��܂��ڕW����z�̗��p�ҍH���ł��錎�z��60���~�ɂ͓͂��܂��A�X�e�b�v�A�b�v���Ă��鎖�͊m���ł��B
�@�l�Ԓi�X�Ɨ~���o��悤�ŁA���i���Ɋւ��Ă����ǂ����̂��Ƃ����~���o�āA���܂ł͋C�ɂ����Ȃ����������C�ɂȂ�A���i���Ɛ��x�̍��������ւƈڍs���Ă���A���Ղ̏o�Ԃ������܂����B���ʂ�p��������Əo���Ƃ���������O�Ȃ悤�Œ����ł͓�������A���Ղŋ@�B���H���鎖�ŏo����B��x���̕i���������Ă��܂��ƁA���܂ł̕i���ł͖����ł��Ȃ��Ȃ�B�����čX�Ȃ��ƃR�X�g��…(��)�B�Ƃ������ŁA��ʊ�Ɗ��o�ʼn^�c���Ȃ��ƁB�����ĉ��������p�E���̔\�̓A�b�v�ɍ��オ�������Ă���ƌ�����ł��傤�B����l�����Ă��Ӗ����Ȃ��̂ł��B���Ə��S�̂��ψ�ȕi���Ő����ł���̐��ɂȂ�Ȃ��Ă͂����Ȃ��B���ꂪ����̉ۑ�ł��B���p�ҍH�����Œ����班���ł������グ����悤�A�̔����т�L���˂B���ׂ̈ɂ͌X�̗��p�҂̔\�͂����ȏ�Ɉ����グ�Ȃ��ẮB��ΐE���̈ӎ����v���K�v�ł��B�����������܂ł����C�ł����܂���B�����|��Ă����Ə��͐��藧�A���������Ȃ点�Ȃ��ẮB
2009�N6��21�� ���L�����̏��i���A�ŏI�I�ɂ��Ԃ��Č�����d�グ��̂ł����A�F����͗����Ǝ_���̈Ⴂ���������ł��傤���H
�����́A���Ɂu���Ԃ��E�Âюd�グ�v�ƌĂ�A�����̈��ł����闰���K�X�Ȃǂɉ��w�������Ē��F→�D�F→���ɋ߂��D�F�ւƕϐF������̂ł��B�Ӑ}�I�ɗ��������������A��̓����ł����鍂���˗��Ƃ̃R���g���X�g�����������邽�߂ɗp����ꍇ�ƁA�Ԃ̔r�C�K�X��A��C���̗������≻�ϕi�ȂǂɊ܂܂�闰�����ɔ������ĕϐF���鎩�R���ۂƂ�����܂��B���R�ȕϐF�́A�g�p�p�x�ɂ��ϐF�x�������Ⴂ�A�l�̖������R�[�g�܂ɂȂ��ĕϐF��h���ꍇ����������܂��B�t�Ɂu��ɂ��܂�����ʼn����̗������ɐG��ϐF���Ă����v�Ƃ������Ƃ������A���x�̍����O���Ƌ�C���Ւf�ł���e��ɓ����Ă�����͕̂ϐF���ɂ₩�ɉ��������܂��B��i�Ɋ܂܂���̔䗦�Ȃǂł��ϐF�̔��F�x�����͔����ɈႢ�܂��B�܂��A�s����ȉ��w�����ł��邽�߁A��p�����܂�d���ȂǂŃL���C�ɂȂ�܂��B�i�\�ʂ̔��ׂȏ��ɂ�闐���˂������̂�����͍ēx�����܂Ŗ����K�v������܂��j�B�����ł͕��ϓI�ȏ��i��2,000�Ԓ��x�Ŏd�グ�����Ƃ��A���ʎd�グ��8,000�Ԃ𒆐S�Ɏg�p���Ă��܂��B
�@����A���������ƈႢ�_�������́A���̖��̒ʂ�_�f�ƌ������Ď_���햌���`��������Ԃ̂��̂ł��B�ʏ�̎g�p���@�Ŏ_������Ƃ������͂قƂ�ǂ���܂��A�d�グ�����̍ۓ��Ƀo�t�Ƃ̖��C�M�Ƌ��Ɏ_�������Ă��܂��A�\�ʂɉނ�ƌĂ�锖���F�̔햌���`������鎖������܂��B���̔疌�͗����疌�Ƃ͋t�ɔ��Ɉ��肵�Ă���A��������ɂ͊_�̑�p�i���i���_�j�ɒЂ�����A�\�ʂ������i�Č����j�����L��܂���B�_�ŏ�������ƁA�\�ʂ������Ȃ�A�ϐF�ӏ��ȊO�������������K�v������܂��B�_�����ۂ́A�l�t���̍ۂɂ��N����A�X�|�b�g�n�ڂȂǂ̍ۂɂ��N����܂��B�X�|�b�g�n�ڂ̍ۂɂ̓A���S���K�X�ŃG�A�J�[�e���̂悤�Ɏ_�f���Ւf���č�Ƃ��s���A�l�t���̍ۂ́A�t���b�N�X���l�t���ʂ��J�o�[���_����h���܂��B�A���S���K�X��t���b�N�X���Ȃ����l�t���⋤�t�i�n�ځj��Ƃ��_���疌�Ȃǂőj�Q����o���܂���B�ނ����鎞�A������1,500�Ԓ��x�̃V���R���|�C���g�Ŕ햌����菜���āA���̌�A�M�������Ȃ����@�Ō������Ă��܂��B
�@�ȏ�̂悤�ɁA�_���Ɨ������قȂ鉻�w�ω��ł���A���{����Ⴄ����m��Ȃ��l����ϑ��������A���Ǝ҂ł��Ⴂ��m��Ȃ��l�������肵�܂��B�Ƃ����K18�����킸���ɗ����E�_�����܂��B��������Ɏg�p���Ă��邵�A���������Ɏg�p���Ă��邩��ł��B925�V���o�[�̏ꍇ�A����92.5���c��͓��∟���A�ӓ����ł�����A��̗�����_���ɉ����A���̋����Ȋw�ω��Ȃǂ��W����Ă��܂��B���̔䗦���������l�i���l�A7���l�Ȃǁj���g�p������l�t���ӏ����o�N�ω��ŗΐ��ӂ����肵�܂��B�g�p����A�����̎����ő傫������Ă��܂��B���R�z�������䗦���ς��A���w�����ł��闰����_���̓x�������ς���Ă��܂��B���ō����͋M�����Ƃ�������������鎖������܂��A���ɋ�����ʉ�������A���ɋ���킸���ɉ����鎖�ɂ��A���̉��w�ω��ɂ��F���������H�|�i���쐬����Z�@������܂��B�l����Ƃ��B���́A�����ƌ��������ׂ������ł��ˁB
2009�N5��31�� ���摜�͍�{���n�L�O�ٗp�������L�[�t�H���_�������B�E�͍����o���N�O�b�Y�����オ�茤���O�B
 �@ �@
 �@ �@  �@ �@
�@2�_����ŁAK10�Ńt�F�A���[�y���_���g��2�_�d�グ�܂����B�^�암���̓P�V�����g�p�B1�Ƃ��ē����`���Ȃ��̂ŁA���ꂼ��1�_���ł��B�܂���Ɗ��̏�ɂ͎d�グ�҂��̏��i�B���Q����Ȃ��đ҂��Ă��܂��B(��)
������5�����I���A��������6���B�V�@�ڍs���Ə��Ƃ��āA��1�N���o�Ƃ��Ƃ��Ă��܂��B
�C���ɏo���Ă��������@�e�N�m�������Ė߂��Ă��܂����B���N����g�p���n�߂��G�R�m�ƕ�����2��̒����@�ƂȂ�A�������镨�ɂ��g�������鎖���o����悤�ɂȂ�܂����B�e�N�m�͔�r�I�������Ĕ������̂悤�Ɏg�p���A�G�R�m�͏d�ʂ̂���������p�Ɏg��������\��B���ꂼ��Ɏg�p���閄�v�p�p���g�������āA�R���v���b�T�[�ň��̂�����G�R�m�̓N���X�^���o���C�g���g�p���A�e�N�m�ɂ�GIFT���g�p���܂��B���������G�R�m�Œ�������Ƃ��ܑ��͂قƂ�Ǐo�Ȃ��̂ł����A�����ɂЂ��݂��傫���o��̂ŁA��������f�U�C���̑@�ׂȕ��̓e�N�m�̕��������Ă���悤�ł��B�������Օi�ł��閄�v�p�p�̉��i���傫���Ⴂ�܂��̂ŁA�o��ߖ�ɂ��Ȃ�܂��B
�G�R�m�łЂ��݂��傫���o��̂́A���v�p�p�^�̏Đ����x���W���Ă���Ǝv���A���݂̓N���X�^���o���C�g��700�x�Đ����Ă��܂����A600�x�ʂɂ��܂��Ă��璒���ޕ����ǂ��悤�Ɋ����܂��B�n�߂ăG�R�m���g�p�����ۂɁAGIFT��600�x�Đ����A������g�p������ΎR���̂悤�ɒ��^�����Ă��܂��܂������A�������̂̂Ђ��݂͏����������̂ł��B��������ς��Ă݂�������܂������A��͂�GIFT�ł̓G�R�m�̈��͂ɑς����܂���ł����B����ŃN���X�^���o���C�g�ɕς����̂ł����A�e�N�m�Ŏg�p����ۂƓ���700�x�Đ��Œ�������ƂЂ��݂��傫���o��̂ł��B���ʂ̕��͒����ɂ͌��X�����Ȃ��Ǝv���̂ł����i�v���X�Ƃ��j�A1�_���Ƃ��Œ�������Ȃ��Ɩ����ȕ�������A���s����̓��X�ł��B�������4�قǒ�������̂ŁA���v�܂ƁA�����݂̉��x��ς��Ă݂悤�B
�@1����A��{���n�L�O�قɍŏ���2���b�g��[�i���܂����B��L�̒����Ђ��݂ŁA����ꓬ���A����ł����Ƃ�20�[�i�B�b���L���H�������Ă����̂ŁA��o�t�̈З͂�Y��āA���Ԃ��̍ŏI�d�グ�����Ƃł��A�Ō�̋��ʌ��������n�߂�1���Ԍ�A�u���������Δ�o�t�Ŏd�グ������…�v�Ǝv���o���A�E���Ɂu�����Ƒ����v���o���ĉ������v�ƌ�����n���B���ʂ�1���Ԏ��Ƃ��܂���(��)�B���Ԃ���ƂƂ����A��{���n�L�O�ق̊�]�����苭�߂ɂ��Ԃ����̂͂悢�̂ł����A���a���ォ�����悤�ŁA�����ɂ͂��Ԃ��������B�ēx�����H�ڂ�(..;)�B����͂������蒆�a���Ȃ��ẮB
2009�N5��17�� �Ȃ��ŁA����5����17���߂��܂����B(..;)
�@�ނ͑������̂ł����A�g�p���@���}�X�^�[����̂ɋ��B���ׁ̈A���̐E���ɍ�ƂS���Ă��炤���ɂ��āA�����͒����ƃX�|�b�g�n�ڂɐ�O���悤�Ǝv���Ă������ɁA�����L�̃J��������𗊂܂�Ă��������v���o��(..;)�A3���ԏW�����č�����Ɖ������܂����B�������萧��ʐ^���B��̂��Y��Ĕ[�i���Ă��܂����B
�@���m������{���n�L�O�ق�6��1���t�Ō_�鎖�ɂȂ�܂����B���O�����ė~�����Ƃ̈˗��ŋ}篋��B20�~���̃T�C�Y���ɁA���m������{���n�L�O�قƂ�������������…���̘b�����܂��Ă���A�n�[�h���b�N�X�ƂRD���f���[�g�̐킢�B0.1�~���P�ʂł̍�Ƃ̎n�܂�ƂȂ�A�悤�₭��T���ɂ���ŗǂ����낤�Ƃ������̂��o���܂����B0.2�~���[���ō���Ă���̂ɕ������ׂ��B������Ǝv���A�����Őn��V�������̂ɔ��������čēx����B��͂�n��̂����ł����B�悤�₭��]�ʂ�ׂ̍��̊���������܂����B
�@�����ăV���R���^���ցB�Ƃ��낪�������o�܂���B���b�N�X�S���̍�ƈ��ɍēx�^���N�̕t�����Ȃǂ������A�悤�₭��]�ʂ�̃��b�N�X�p�^�[�����o���܂����B�T��������ʎY�i�Ƃ͌����Ă�10�P�ʁj���Ē������A�[�i�\��B�������炪�{�Ԃł��B
2009�N4��12�� ������p�̏������o�����̂ŁA�������炱����ɋL�ڂ��Ă����܂��B
���݁A��{���n�L�O�ٌ����̏��i���쐬���邽�߁A���b�N�X�p�^�[�������n�߂܂����B������������܂��B
 �@ �@
 �������ӁF���s�ʉ݁A�u�����h���i�i���W�j�̃R�s�[�͖@���ᔽ�ł��B�̔��ړI�ŏ������邾���ň�@�ł��̂ł����ӂ��������B���H�[�ŏ���̂́A�l���[�U�[�̂��g�p�ɂȂ錴�^�Ɍ��肳���Ē����Ă���܂��B�S���^�͒�����ƏI����A�p�����������Ă��������܂��B���[�J�[���S����̌��^�Ȃǂ͂��ł��܂���i�U���s�ׂɂȂ�܂��j�B�����ς��肳���Ă��������A���^�����a���肢�����܂��Ă��A�O�q�������e�ɊY������Ɣ��f�����ꍇ�͂��ԑ������Ă��������܂��B �������ӁF���s�ʉ݁A�u�����h���i�i���W�j�̃R�s�[�͖@���ᔽ�ł��B�̔��ړI�ŏ������邾���ň�@�ł��̂ł����ӂ��������B���H�[�ŏ���̂́A�l���[�U�[�̂��g�p�ɂȂ錴�^�Ɍ��肳���Ē����Ă���܂��B�S���^�͒�����ƏI����A�p�����������Ă��������܂��B���[�J�[���S����̌��^�Ȃǂ͂��ł��܂���i�U���s�ׂɂȂ�܂��j�B�����ς��肳���Ă��������A���^�����a���肢�����܂��Ă��A�O�q�������e�ɊY������Ɣ��f�����ꍇ�͂��ԑ������Ă��������܂��B
���莝���n�����g�p���Ē������ė~�����ƌ�����������X�����܂����A���H�[�ł́A�n���i�ʌ����v�����˂܂��̂Łi��d�v���Ȃ��̂Łj�A�i�ʏؖ������ł��Ƃ͏o���܂���B���A���ɐ��i�ɂȂ��Ă��镨�𒒂Ԃ��Ēn���ɂ��ė~�����Ƃ������₢����������܂����A���H�[�͌Õ����Ƌ������ݎ擾���Ă���܂���̂ŁA�����������i�𒒂Ԃ����Ƃ͖@����o���܂���i���i���̃��t�H�[���h�~�j�B�Õ����Ƌ��擾�͌������ł����A���̏ꍇ�ł��A���{�F������Ă��镨�i�Õ��䒠�L�ڂ̂��߂̐g���ؖ����K�v�j�Ɍ��肳���Ă��������܂��B���{�F������Ă��Ȃ���i�Ɋւ��ẮuSILVER�v�݂̂̍���Ƃ����Ă��������܂��B�����i�Ɋւ��Ă͓��Ўd����n���ȊO���ł��܂���B
���с[�˂��ƒ����H�[�́A���А��i�����łȂ��A��Ƃ���Ȃǂ���̏��^�I���W�i���p�[�c�̒����˗��ȂǁA1�x�ɗ~�������͏��������ǁA�펞�~�����Ƃ������[�U�[�����ɒ������Ƃ��s���Ă��܂��B�傫���T�C�Y��A���ʂ������ꍇ�͒������Ǝ҂ɂ��˗����������B���H�[���^�^�������@�̏ꍇ�A�p�[�c���������ꍇ�̓R�X�g���͂��܂�o�܂��A���ʁA�T�C�Y�ɂ���Ă̓R�X�g���ɂȂ�܂��B���L�A���H�[�����e�ʔ͈͓��Ō����I�ɂ����p�������B�����܂ŏ����b�g�A���^�p�[�c�̌ڋq��ΏۂƂ��Ă���܂��B
���V���R���S���^�݂̂̐���˗�������܂����A�с[�˂��ƒ����H�[�́A���Ђ̎g�p���b�N�X�ɍ��킹������V���R�����g�p���Ă���܂��B���ׁ̈A�S���^�݂̂̐���˗��͏����Ă���܂���B�������������B��L����ɂ��A��{�I�ɓ��H�[�ɂ��˗����������������Ɏg�p�����S���^�͂��ԑ��������܂���B�\�߂����m�u�����������B
���@�ŋߒ����Ɋւ��邨�₢���������ɑ����̂ł����A���L�ɋL�ڂ��Ă���₢���킹���e�����ɑ����̂ŁA�K������ǂ̏エ�₢�����������B
���₢���킹��������܂�
�@����������@1�@2�@
���Q��
�n��������A
���http://gold.tanaka.co.jp/commodity/souba/d-silver.php�@����http://gold.tanaka.co.jp/commodity/souba/d-gold.php�@�����Q�l�������BSV925�ɂ͍X�ɉ��H��+�������ʓr������܂��B�ʏ�A�n������̖�1/3�ʂ����H����Ƃ��Ēn���Ǝ҉��i�ɏ�悹����܂��B���n���́A���H�����ρ�8,000�~���n�����i�ɏ�悹����܂��B���⑊��͐����I�w�i���ŏ㉺���܂��B
���I�[�_�[���C�h�ɂ�����o��Ƃ��ẮA
1.�V���R�����`�쐬��(���`����V���R���^���쐬)�����ɂ̂ݕK�v�ł��B
2.���b�N�X���`�쐬��
3.�����萔��
4.�d�グ�萔��+����
�@�v���X�n��������K�v�ł��B�n���͂��D�݂ɂ�蒲���������܂��B�d�オ�萻�i�d�ʕK�v�ʂ�10%�͌����ȂǂŖ����Ȃ�܂��̂ŁA30�O�����g����33�O�������n������ƂȂ�܂��B
���d�グ�萔���́A�d�グ�i���A���ʓ��ő傫���Ⴂ�܂��B���d�グ���x�ōŏI�����͂����g�ōs������������܂����A���ʎd�グ�܂œ����ōs���ꍇ������܂��B
�@�Q�l���i�Ƃ��ẮA1�_���̃y���_���g�g�b�v�ŁA���^���琻�삵��13,000�~(���^�̍��ɂ�����܂�)�B��{�I�ɂ͌��^�������݂�O��Ƃ��Ă���܂��B
���^���L���\6,000�~(��������+���b�N�X���1��)�`(���ʁA�d�グ�ɂ��ς��܂�)�B�ڈ��Ƃ��Ă͕���8,000�~�`15,000�~���炢�ł��i1�_���j�B�Η��߂͌��ݎ�舵���Ă���܂���B���Ԃɗ]�T�̂�����̏ꍇ�́A�����Ə�����������ۂɓ����ɍs�����Œ����ɂ������Ԓ��������}���鎖���\�ł��i�^���Ȃǂ͕ʗ����ł��j�B
�����₢���킹��������܂��@���L�����Q�Ɖ������B�ŋ߂��₢���������ɑ����̂ł����A���L�ɋL�ڂ��Ă���₢���킹���e�������̂ŁA�K������ǂ̏エ�₢�����������B
��ƍH���Ƃ��Ă͈ȉ��̒ʂ�ł��B
1.���`�����a����
2.���a���莞�̎ʐ^�B�e(�g���u���\�h)
3.���`����(�V���R���S���ŕ������A���`�^���쐬)�@��1�ԍŏ��͌��`�^�쐬��K�v�ł��B
4.���b�N�X���`���쐬�B�V���R�����`�^���烏�b�N�X�ŃR�s�[�����܂��B

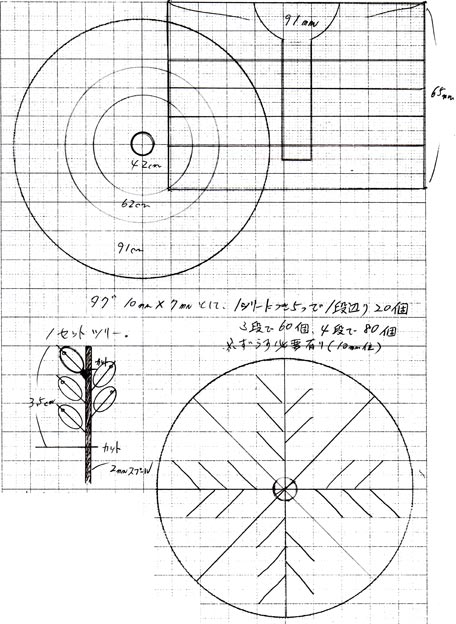
5.�����������b�N�X��g�ݍ��킹�ă��b�N�X�c���[���쐬���܂��B
����𒒑��p�̃����O��ɑg�ݗ��Ăčs���܂��B
925��̏ꍇ�A�ʏ탏�b�N�X�d�ʂ̖�10�{+10�O�����ʂ��K�v�n���ʂƌ����Ă��܂��B
�n�����i�͑���ŕϓ����܂��B
6.�p���`���쐬���܂��B
�^��E�@�@�Ő��Ɨ��荇�킹���p���̋�C���܂��B

7.�E�@������1���ԂقǕ��u���ʼn������ďĐ����܂��B
 
�d�C�F��1�`2���ԂقǏĐ������b�N�X���Đ������܂��B�Đ����x�͊e���[�J�[�ňႢ�܂��B
�Đ�����ƃ��b�N�X���C���R�Ă��Ė����Ȃ�̂ŁA�u���X�g���b�N�X�Z�@�v�ƌĂ�܂��B
8.�Đ������S�ɂł����璒�^�ƒn���𒒑��@�ɂ����܂��B

���Ђł͎�Ɏ��ȋZ�H�p�̍����\�^����������@�u�e�N�m�v�E�u�G�R�m�v2�@����g�p�B
9.�������I������璒�^���}�₵�p���Ē������i�����o���܂��B
10.�c���[���J�b�g���Đ��i���炵�A�_������A���C�o���������@2��i���^�E���^�j�ōr�������܂��B

 �@ �@
11.�d�グ�����A�����g���A����ł�(���E��i�ʖ���silver����)�����܂��B
12.�d�オ��B���i�A�[�i�B
���傫���킯�Ĉȏ�̍H���Ő��i���d�オ��܂��B
�@�n���Ɋւ��Ă͋��iK18,K14.K12���j�A��A���Ȃ璒��(�L���X�g)�o���܂��B(���Ɋւ��Ă͑���ł̎��O�d��������肢�v���܂�)�B�펞���o����̂͋�(����A925�C950�ł��B�v���`�i�͖��v�܂̈Ⴂ��~�S�����@�łȂ��ƒ����o���Ȃ��̂Ō����_�ł͂������o���܂���B���̔ڋ������������x���̊W��A�y�сA��ڎ������k�߂�̂ŏo���܂���B�^�J�͌������B
�@�n���̎匴���u����v�ȊO�ɓY����������́A������(���ܗL�[��%)�A�ӓ�(�ӂƓ��̍���)�ł����A0.1%�ȓ��ł��B�������͒E�_�f�y�ѕϐF��x�点����ʂ�����A�ӓ��͋₪�z�������_�f����p(�E�_��)�����܂��B���A�J�h�~�E����N�����ȂǁA�l�̂ɗL�Q�ȋ����͈�؎g�p���܂���B
�@��(�������ł�����)�͗n�����ɑ�ʂ̎_�f���z�����݁A�ÌŎ��ɕ��o���܂��B���̍ۂɒ����������Ȃ�̂�h�~����ׂɒE�_�܂��g�p���܂��B�ӓ�����Ɏg�p����A�ӂ͗n�����Ɋ������A�������݂̂��c��܂��B�X�^�[�����O�V���o�[�ƌĂ��925�̏ꍇ�͂��̗ӓ��̕��ʂ����̕��ʂɊ܂߂܂����A�g�p�ʂ��ɂ����ʂȈׁA��ʂ̒n�������ȊO�͊ܗL�ʂ�%�\���͈ӎ�����K�v�͖����Ǝv���܂��B
�@�������������Ƌ�n�����̂����F�݂������Ȃ�܂�(�^�J�ɋ߂����F)�B���Ђ̒n���ł����T�C�N���n��(��S�y�̌��^�ŕs�v�ɂȂ�������A�p�[�c�̕s�p�i�A���s��Ȃ�)���g�p����ƈ����̊ܗL�ʂ̈Ⴂ�i�����͏������x���������߁j�Œn���̐����┭�F�����E����鎖������܂��B���̐F�̂܂܂ł��ė~�����Ǝv���܂�����Ɠ��͂���������ł��ˁB
�@���i�d�グ���ɂ͕ϐF�h�~���H���s�Ȃ��܂����A���W�E���R�[�g�ȊO�A�i���I�Ȍ��ʂ͂���܂���̂ŁA���X�̓V���o�[�N���X��V���o�[�N���[�i�[�A�E�C�m�[�����������i�Ŗ����Ă����ĉ������B�V���o�[�N���[�i�[�t�ł͎_���햌�܂ł͎��܂���(����̂͗����疌)���A�E�C�m�[���Ŗ����Ǝ_���햌�����܂��B�����햌����邽�߂ɏd���Ŏς�Ƃ������@������悤�ł��B
������Ȃ��q�l���B
�@�����p��������ɂ́A�V���o�[�A�N�Z�T���[�̍�Ƃ���ŁA�����I���W�i���̃u�����h�^�O���~�����A�ł���x�ɑ�ʂɂ͕K�v�Ȃ��Ƃ������������܂��B�ʏ�̒����ɏo���Ƃǂ����Ă��萔���̊W��A������x�̌������Ȃ��Ɛ��i1�̒P���ӂ�̃R�X�g�������Ȃ�܂��B�ʏ�̒����Ǝ҂��ƁA�������p�[�c�Ȃ��͂�100�P�ʂł��傤�B���H�[�̏ꍇ�́A1����20�`50�P�ʂł�����܂��B1�̏ꍇ�̓e�X�g�����Ƃ��l�������Ηǂ����Ǝv���܂����A���^����V���R���^�����H���͓����ł��̂ŁA�^�����͂�����܂��B�A���A�ۊǂ��Ă����܂��̂�1�x�A�^�����Γ����͌^��͕s�v�ł�(�A���A���^�`��ɂ��A�V���R���^�̑ϋv�x���傫���ϓ����܂��B���̏ꍇ�͍ēx�V���R���^����鎖�ɂȂ�܂����A���o���₷�����^�ł����1,000�ȏ�͉\�ł�)�B���������i10�~���ȓ��j�Ȃ�P���ӂ�100�~�`150�~�i50�Ƃ��āB�S���^����܂܂��B���C�����܂Ŕ[�i�j�Ŏd�オ��܂�(���⌤���d�グ���ŗ������ς��܂�)�B
�����������̃L�����N�^�[�}�X�R�b�g�A�N�Z�T���[�B
���H�[�ł͌l�̕�����̂��v�]�ɂ��A�L�����N�^�[�}�X�R�b�g���V���o�[�A�N�Z�T���[�ɂ���T�[�r�X���s�Ȃ��Ă���܂��B
���l���y���ޔ͈͓��ł̂��̂Ɍ���܂��B�]���ړI�A�Ǝ҂���̎͂��o���܂���B���s�ʉ݂ȂǕ������ւ����Ă��镨�����o���܂���B
Q.�����������Ă���L�����N�^�[�̃L�[�t�H���_(�t�B�M�A)���V���o�[�A�N�Z�T���[�ɂ������̂ł����B
A.����܂��B�A���ȉ��̎��ɂ����Ӊ������B
�@���H�[�Ŏg�p���錴�^�^���܂̓��C���͉t��V���R���ł��̂ŁA�z���i��A�ؐ��i�Ȃljt�̂����ݍ��ޑf�ނ�A�ϐF�̋��ꂪ����f�ނ͎g�p�o���܂���B���A�V���R�������܂Ȃǂ��g�p���܂��̂ŁA�ʐF�����鎖���N����\��������܂�(�ʏ�̃t�B�M�A���F�h���ł͂܂����͂���܂���)�B�Œ�ł��Ȃ��A�ό`���₷�����̂�����������܂��B
�@���R�̎��ł������ʂ����镨�łȂ��ƌ^���o���܂���B�ʐF�ŏ����ꂽ��Ȃǂ͓��R�^���͏o���܂���̂ł����Ӊ������B�L�����N�^�[�̌`��ɂ��A���`�����Ȃ��A���ɂ�����������܂��B���O�ɉ摜�������肢�������������x���O�ɔ��f�����Ē����܂��B
�@�����ڌ�����������ɂȂ�̂͂��f�肢�����܂��B
�����Ƃ��āA�L�����N�^�[�}�X�R�b�g�Ɋւ���l����̂��˗��ō쐬�������^�V���R���^�͒��Ґ���҂̒��쌠�����ׁA�d�オ��[�i�m�F��A�p�����������Ē����܂��B
�@�����\�T�C�Y�Ɍ��x������܂��B���L�����Q�Ƃ��������B���A���G�Ȍ`��y�ѓ������Ȃǂ̓��������͌^���ł��Ȃ��ꍇ������܂��B�^��2�����ł��錴�^�Ɍ��肳���Ă��������܂��B�@����������@1�@2�@
���Q��
Q.�L�����N�^�[�}�X�R�b�g���g�������^�����H���ăo�b�N����x��(��)�Ȃǂɏo���܂���?
A.�͂��B�`��ɂ�����܂����\�ł��B���ʂ����^��肵�ăI���W�i���{�^���i�R���`���Ȃǁj��x���g�̃o�b�N���Ȃǂɂ���Ƃ������@������܂���(���H�[�ōs�Ȃ��͔̂��ʂ̒����܂łł�)�B�x���g�o�b�N�����͕ʓr�I�[�_�[���C�h�ƂȂ�܂��B���H�[�Ő�������ۂ̓��E�t���܂����A2�t���̃G�|�L�V�n�ڒ��܂����g�p�ɂȂ�A�����g�Őڒ����Ă������ł��ˁB
Q.�����T�C�Y�͂ǂ̈ʂ܂ŏo���܂���?
A.��ԑ�������ł����A���������O�T�C�Y���A�ő�91�~���~65�~��(����)�̉~���ł��̂ŁA���̘g���ɓ���A�㉺���E��10�~���ȏ�̗]��������T�C�Y�Ƃ������ŁA����70�~���~����45�~�����炢�ł��傤���B�A���A1�x�ɒ����o�����̐��i�d�ʂ�80�O�����܂łł��̂ŁA���͈͓̔��ƂȂ�܂�(�@�ގ��̂�100�O�����ʂł������o���܂����A������(��𗬂����ލۂɃc���[�����ɑ������̋�)��10�O�����قǎg�p���܂�)�B
�@80�O�����ƕ����Ə��Ȃ��悤�ȋC�����܂����A���Ђ�15�~���̏����L����3�O�����ł��B��͔�d���d���̂ŁA�������Ă��d�ʂ�����܂��BK18���͍X�ɔ�d���d���A��̖�1.5�{����܂��B(���n��������1���~��ꡂ��ɒ����Ă��܂��܂��ˁi�D�D�G�j)�B���X�������m��Ȃ��������ς���˗�����A�z�ɂт����肳��邱�Ƃ�����܂��B�V�����L�n���Ǝ҂̉��i��������Q�l�ɂ��Ă��������B
�@���A���ꉿ�i�͉��H���E�����͊܂܂�Ă���܂���̂ŁA����炪�S�Ċ܂܂ꂽ�z���n������ƂȂ�܂��B925���ł��ƁA�Ǝ҂ɂ����܂����A2���p�Ňs��\10,000�~�����H��Ƃ��Ď���܂��B���̏ꍇ�͍Œ��8,000�~���萔���Ƃ��Ďd���ꎞ�_�ł�����܂��i+�n���Ǝ҂���̑����j�B���L�摜���ő咒�������O�T�C�Y�ł��B���̒��Ƀ��b�N�X�p�^�[����g�ݗ��ĂĐp�^���쐬���܂��B�]���āA�㉺���E�ɗ]�����K�v�ł���A1�x�̒����ő�\�d�ʂ͒n���O�ޗ���90�O�����܂łł��i�X�v�[�����b�N�X�����܂݂܂��j�B
Q.�[���͂ǂ̈ʂł���?
A�D������d�グ���A���ʁA���̕��Ƃ̎�ɂ��ς��܂����A�����ꍇ��1�`2�T�ԁB�x���ꍇ��3�T�ԁ`�ʂ�ڈ��ɂ��l���������B
Q�x�������@��?
A�D�}�X�R�b�g�L�����N�^�[�̏ꍇ�́A�����ς��A�O�����Ƃ����Ē����܂��B�I�[�_�[���C�h�̏ꍇ�́A�n������ȊO�i���̏ꍇ�͑O�����j��O�����Ƃ����Ē����܂��B�[�i���ɒn��������������ł��x�����������B���x����͎�A�����肷��m�F���[�������Q�Ɖ������B���H�[�^�c��̖̂@�l�X�����ɂ��U�荞�ݒ����̂���Ԃ��������Ǝv���܂��B�i�����c�������@�l�t���|�X�y�[�X�E�с[�˂��Ɓj
Q.�n������͋�̏ꍇ�A�ǂ̈ʂ�����܂���?
A�D���̎��̑���ł��Ȃ�ϓ����܂��i��L�n������y�[�W�Q�Ɓj���A������x�͗]�T�������ĕۗL���Ă���̂ŁA���̎����̕��ϑ�����z�Ōv�Z�����Ē����Ă��܂��B���݂̏��⑊��+�n�����H�萔��+�n��������������܂��̂ŁA2�`3�����قǍ����Ȃ�܂��B�����10%�̕����܂蕪(�����E�������H���ŏ������镪)���K�v�ƂȂ�܂��B���Ȃ݂ɂ�����������Ă���n��������͈ȑO�͐Ε��M�����l�A2008�N�ȍ~�͎R�{�M�����n��������Зl�ł��B
|
